
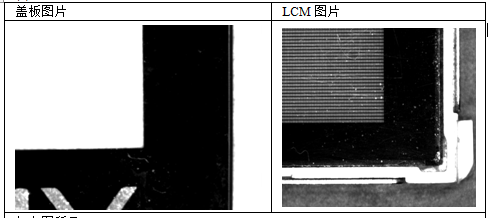
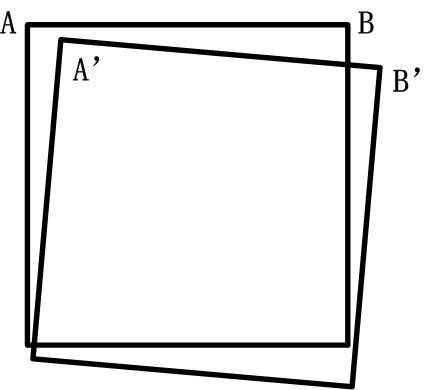
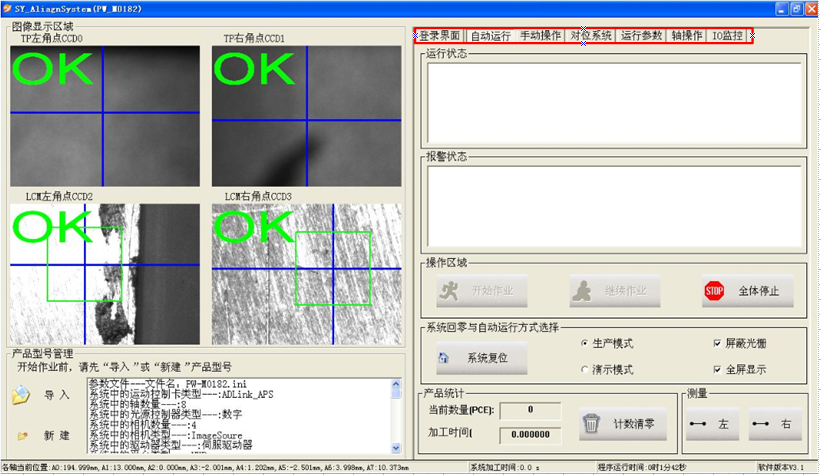
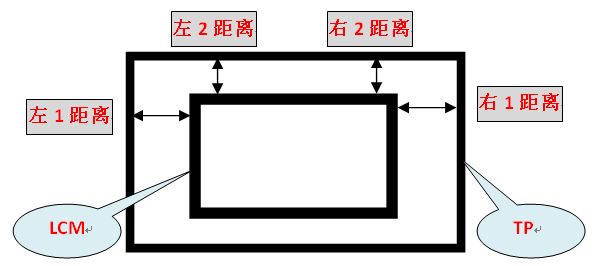
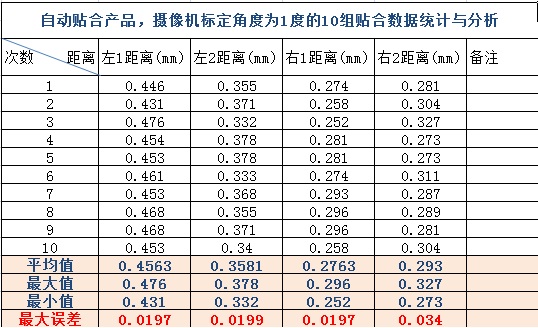
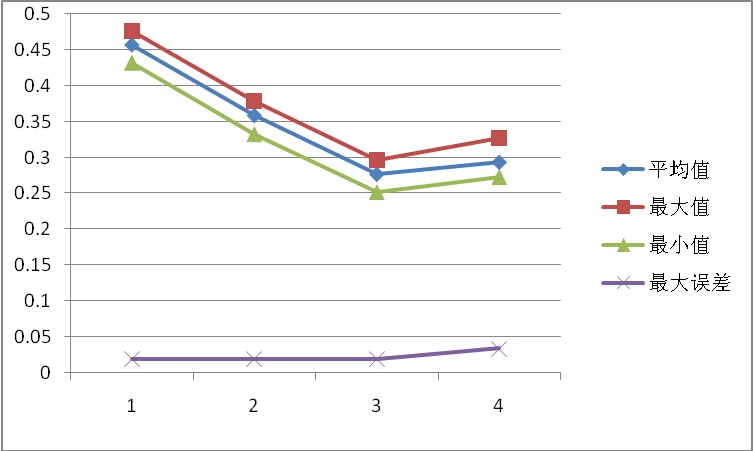
硬貼硬應(yīng)用,將TP貼到LCM相應(yīng)的位置
- 關(guān)于我們
- 產(chǎn)品中心
- 應(yīng)用案例
- 資訊中心
- 下載中心
- 聯(lián)系我們
聯(lián)系方式
熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區(qū)沙井街道后亭茅洲山工業(yè)園工業(yè)大廈全至科技創(chuàng)新園科創(chuàng)大廈2層2A
關(guān)注我們
